




સ્ટીલ સ્પેસ ફ્રેમ પેઇન્ટિંગ પ્રક્રિયા
પેઇન્ટ:
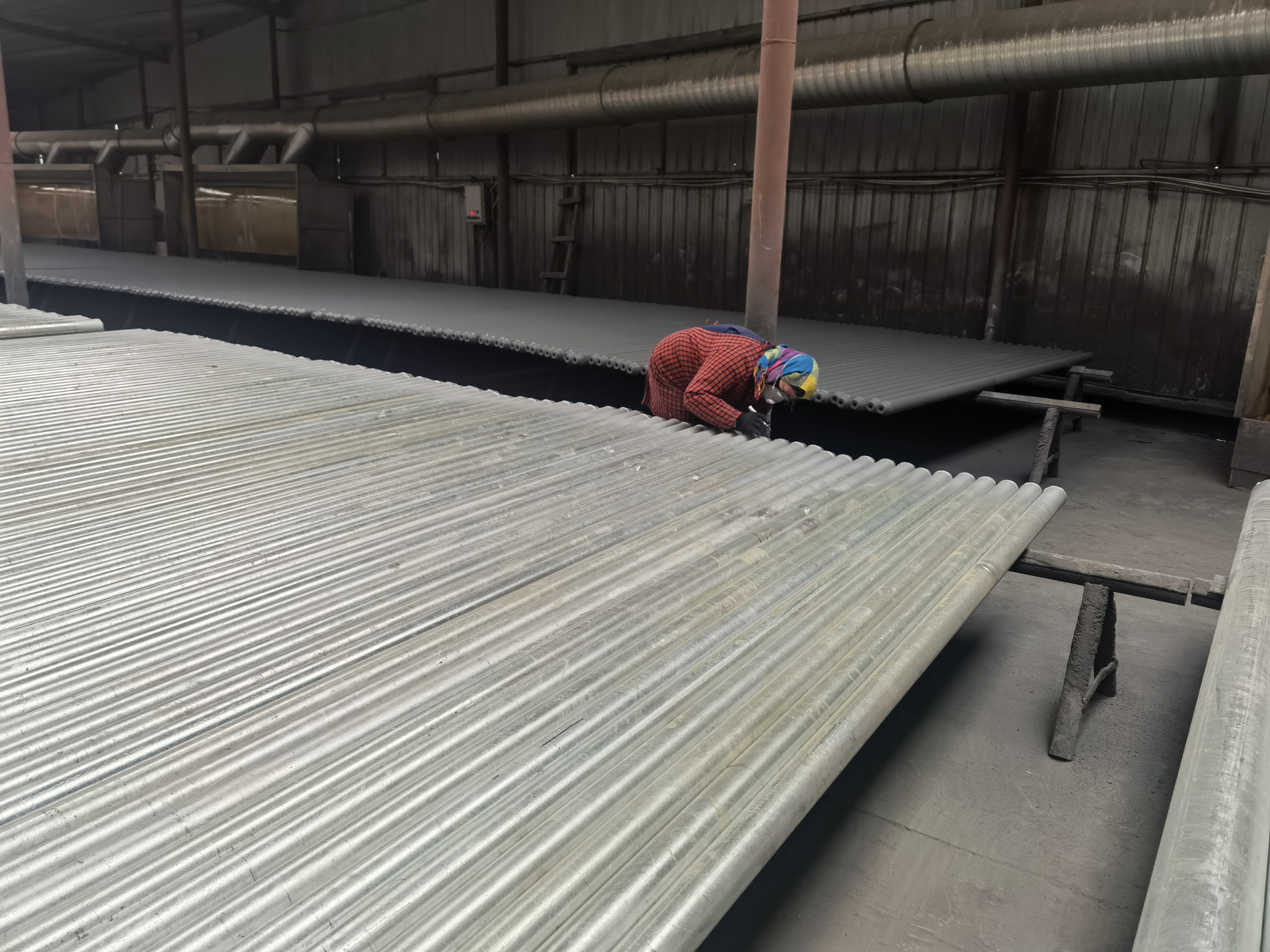
રસ્ટ દૂર કર્યા પછી, ઘટકોની સપાટીને તરત જ સાફ કરવી જોઈએ, અને એન્ટી-રસ્ટ પેઇન્ટ છાંટવી જોઈએ.
જરૂરિયાતો ડિઝાઇન નિયમો અનુસાર હોવી જોઈએ, અને પેઇન્ટિંગ પ્રક્રિયા ઓપરેશન સૂચનાઓ અને પેઇન્ટ અને સૂચના માર્ગદર્શિકાઓની અનુરૂપ જાતો અનુસાર હાથ ધરવામાં આવવી જોઈએ.પેઇન્ટિંગ દરમિયાન આજુબાજુનું તાપમાન અને ભેજ થર્મો-હાઇગ્રોમીટર દ્વારા નિયંત્રિત થવો જોઈએ જેથી તે સુનિશ્ચિત કરી શકાય કે પેઇન્ટ ટેક્નોલોજીની સંબંધિત જાતોની જરૂરિયાતો પૂરી થાય છે.છંટકાવની જાડાઈ તે જાડાઈ ગેજ દ્વારા તપાસવામાં આવે છે અને નિયંત્રિત થાય છે, અને દરેક પેઇન્ટની જાડાઈ સૂચના માર્ગદર્શિકા અનુસાર નિયંત્રિત થવી જોઈએ.પેઇન્ટિંગ કર્યા પછી, ખાસ વ્યક્તિએ રેખાંકનોની જરૂરિયાતો અનુસાર ચિહ્ન બનાવવું જોઈએ.ઘટકોના મુખ્ય ચિહ્નોમાં એસેમ્બલી નંબર, ઊંચાઈ સંદર્ભ બિંદુ, એસેમ્બલી સંદર્ભ રેખાની મધ્ય રેખા અને અટકી બિંદુનો સમાવેશ થાય છે.